
Considerations for CNC Milling Parts
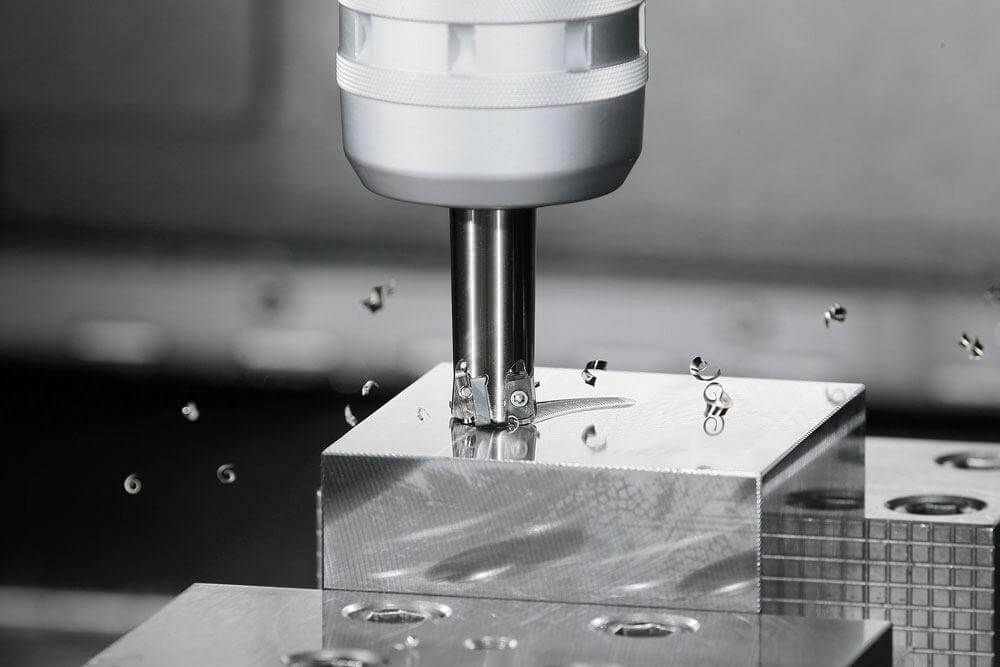
CNC milling is a high-precision, high-efficiency manufacturing process that produces complex and precise parts. However, despite the high accuracy of CNC milled parts, they can sometimes deform, resulting in defects in the part and not meeting the required specifications. Flycutting in machining is the use of a rotating cutting tool in sideways motion to machine and produce a finished flat surface.
This deformation can be caused by various factors that affect the machining process, such as material properties, cutting parameters, machine stability, and environmental factors.
In this article, we will look at common factors that may cause CNC milling parts to deform, the impact of this deformation on the final product, and methods to prevent deformation. By understanding these factors, manufacturers can take steps to ensure the production of high-quality, precise parts that meet the required specifications.
Factors that may cause CNC milling parts to deform include the following:
1.Material and structure
Both the material and structure of the workpiece affect the deformation of CNC milling parts. Why? Because the degree of deformation is proportional to the complexity of the shape, the aspect ratio, the size of the wall thickness, and the stiffness and stability of the material.
Therefore, when designing parts, try to minimize the impact of these factors on the deformation of the workpiece.
Especially when processing large parts, the organizational structure should be reasonable, and defects such as blanks, hardness, looseness, etc. should be strictly controlled before processing to ensure the quality of the blanks and reduce the deformation of the workpiece caused by them.
2.Wrong workpiece processing
The workpiece is subjected to the cutting force during the cutting process, resulting in elastic deformation of the CNC milling parts along the direction of the force, which is usually called the knife phenomenon.
In response to this deformation, corresponding measures must be taken on the tool, and the tool must be sharp during fine processing.
On the one hand, it is conducive to reducing the resistance formed by the friction between the tool and the workpiece; on the other hand, it can improve the heat dissipation capacity of the tool when cutting the workpiece, thereby reducing the residual internal stress of the workpiece.
For example, when milling large flat thin-walled parts with single-edge milling, the tool parameters select a larger main deflection angle and a larger rake angle to reduce cutting resistance. Due to the smooth cutting, the deformation of thin-walled parts is reduced, and it is widely used in the manufacturing industry.
When turning thin-walled parts, the appropriate tool rake angle is crucial to the cutting force during turning, the thermal deformation generated during turning, and the microscopic quality of the workpiece surface. The size of the tool rake angle determines the sharpness and angle of the cutting deformation.
The cutting deformation and friction of CNC milling parts are reduced due to the large rake angle, but if the rake angle is too large, the tool wedge angle will decrease, the tool strength will decrease, the heat dissipation will be poor, and the wear will accelerate. Therefore, when turning thin-walled steel parts, high-speed tools are used with a rake angle of 6°30°, and when carbide tools are used, the rake angle is 5°20°.
The larger the back angle of the tool, the smaller the friction, and the correspondingly reduced cutting force, but if the back angle is too large, the strength of the tool will be reduced. When turning thin-walled parts, use a high-speed steel turning tool with a back angle of 6°12°, and a carbide turning tool with a back angle of 4°12°. Take a larger back angle for fine turning and a smaller back angle for rough turning.
When machining the inner and outer circles of thin-walled sections of automobiles, a large main deflection angle will be used. Only by choosing the right tool can the deformation of the workpiece be better handled. If you don’t want to do low-level work, want to get rid of the status quo, and want to learn UG programming.
In many cases, high-speed cutting is used. First, the heat generated by the friction between the tool and the workpiece causes the workpiece to deform. Second, the chips are quickly cut off during high-speed machining, and most of them are absorbed by the cutting head, reducing the thermal deformation of the workpiece.
Secondly, since the softening part of the cutting layer material is reduced during high-speed processing, the deformation of CNC milling parts during processing can also be reduced, which is conducive to ensuring the size and shape accuracy of the parts.
In addition, the main function of cutting fluid is to reduce friction and cutting temperature during cutting. The rational use of cutting fluid is crucial to the durability of the tool, the quality of the processing surface, and the improvement of processing accuracy. Therefore, an appropriate amount of cutting fluid must be used to avoid deformation of parts during processing.
Using appropriate cutting amount during processing is the key to ensuring part accuracy. When processing thin-walled parts with high precision requirements, symmetrical processing is usually used to make the tension generated on both sides equal, so that the workpiece state is stable after processing and the workpiece is flat.
However, if a certain process requires a lot of cutting, the workpiece will deform due to the imbalance of tensile and compressive stresses.
The clamping force when clamping the workpiece, the cutting force during cutting, the elastic deformation and plastic deformation caused by the workpiece hindering the tool cutting, and the thermal deformation caused by the increase in cutting zone temperature are all factors that cause the deformation of thin-walled parts during turning.
Therefore, during rough machining, a larger back cutting amount and feed rate must be used; during fine machining, the cutting amount is generally 0.2-0.5mm, the feed rate is generally 0.1-0.2mm/r or even smaller, and the cutting speed is 6-120m/min. The cutting speed during fine machining should be as high as possible, but not too high.
Only by choosing a reasonable cutting amount can the purpose of reducing the deformation of CNC milling parts be achieved.

3.Improper clamping of workpiece
When clamping the workpiece, it is necessary to select a suitable clamping point and select a suitable clamping force according to the position of the clamping point. The clamping point and the support point should be as consistent as possible so that the clamping force acts on the support. The clamping point should be as close as possible to the machining surface, and the position where the force is not easy to cause clamping deformation should be selected.
When the clamping force acts on the workpiece in multiple directions, the order of the clamping force should be considered. The clamping force should be applied first so that both the workpiece and the support can reach the clamping force, which is not too large. The main clamping force that balances the cutting force acts last.
Second, either increase the contact area between the workpiece and the fixture, or use axial clamping force. Increasing the rigidity of parts is an effective way to solve the problem of clamping deformation. However, thin-walled parts have low rigidity due to their shape and structure. Under the action of clamping force, deformation will occur.
Increasing the contact area between the workpiece and the fixture can significantly reduce the distortion of the workpiece during clamping. For example, when milling thin-walled parts, a large number of elastic pressure plates are used to increase the force area of the contact part; when turning the inner diameter and outer circle of thin-walled sleeves, whether it is a simple open transition ring, an elastic mandrel, or an arc clamp, the contact area of the workpiece during clamping is increased.
This method is easier to withstand the clamping force and avoid part deformation. The use of axial clamping force is also a common method in production. Through the design and construction of special fixtures, the clamping force acts on the end face, which can solve the problems of thin wall, low rigidity, and deformation of bent CNC milling parts.

4.Stress deformation after processing
After processing, there is internal stress in the parts, and this internal stress distribution is relatively balanced, so the shape of the parts is relatively stable. However, after removing some materials and heat treatment, the internal stress changes, and the workpiece must reach force balance again, so the shape changes.
To solve the deformation of such CNC milling parts, the workpiece to be straightened can be heat treated to a certain height, pressed into a straight state with a special tooling, and then the tooling and the workpiece can be placed in a heating furnace together, and different heating temperatures and heating times can be selected according to the different part materials.
After the workpiece is hot straightened, the internal structure is stable. At this time, the workpiece not only has high straightness, but also eliminates the work hardening phenomenon, which is convenient for further finishing of the parts. After the casting is deformed, it needs to be aged to eliminate the internal residual stress, and then reprocessed, that is, rough processing-aging-reprocessing.
Large parts need to be profiled, that is, the deformation of the workpiece after docking is retained in the opposite direction during processing, which effectively prevents the deformation of the assembled parts.
If you are looking for an experienced CNC machining manufacturer, Xavier is your ideal choice. The Xavier team is well-equipped to provide high-quality CNC machining solutions. If you need more information or to discuss your machining needs with us, please feel free to contact us.