A Basic Guide to 5 Axis Machining Center
1.What is a 5 axis machining center?
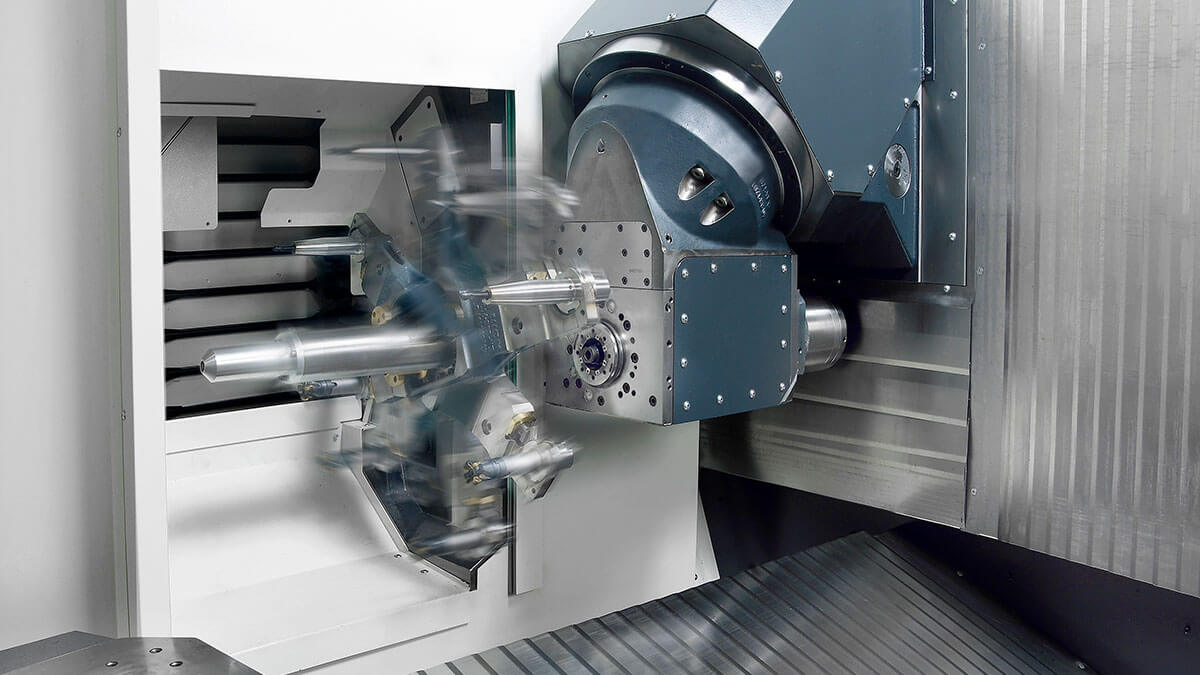
A 5 axis machining center is a precision CNC machine that uses a variety of cutting tools to remove material from a workpiece. It cuts along five different directional axes, either by positioning the workpiece or cutting along these axes simultaneously until the desired shape is achieved.
To put it more specifically, an example of a 1-axis machine is a radial drilling machine, which has up and down motion (Z axis). By the same logic, a 3-axis CNC machine can move up and down (Z axis), left and right (X axis), and forward and backward (Y axis).
A 5 axis machining center has two additional rotary axes, which opens the door to endless machining possibilities. Types of rotary axes include rotary axes A, B, and C, which rotate around the X, Y, and Z axes, respectively.
Although these are three additional axes instead of two, they are still considered a total of 5 axes. The combination of additional axes depends on the machine and can be any combination of AB, AC, or BC.
With additional axes, the cutting tool can approach the part from all sides, allowing undercuts that are only possible on machines with fewer axes, provided the part is repositioned with integrated fixtures.
A 5 axis CNC machine avoids this time-consuming and error-prone process on machines with fewer axes.
2.How does a 5 axis machining center work?
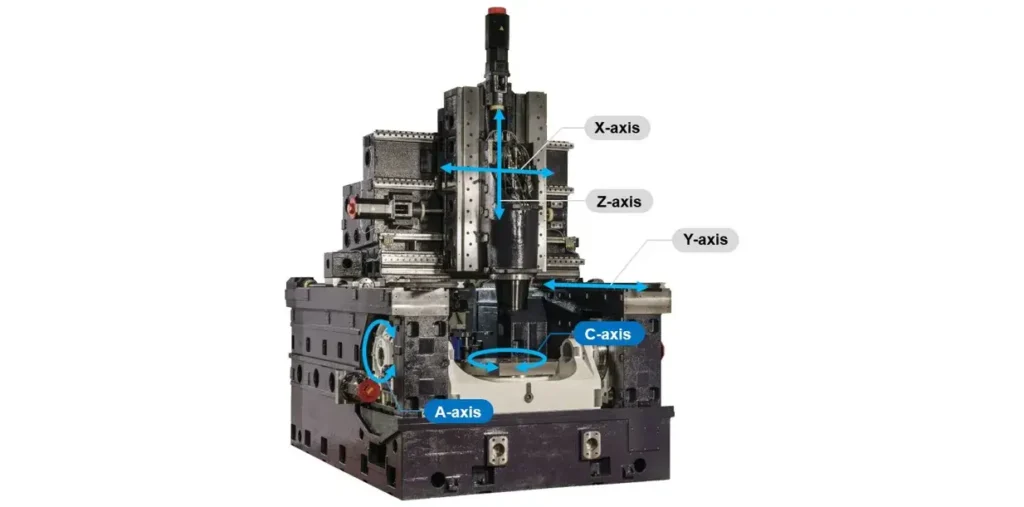
The cutting tool on a 5 axis machining center can approach the workpiece from any of five sides. It moves on the X, Y and Z linear axes and rotates on the A, B or C axis.
Here are the corresponding axes and their movements:
1. X-axis – from left to right
2. Y-axis – from front to back
3. Z-axis – up and down
4. A-axis – 180° rotation around the X-axis
5. B-axis – 180° rotation around the Y-axis
6. C-axis – 180° rotation around the Z-axis
3.Difference between 3-axis and 5 axis machining
To better support the increasingly complex needs of advanced industries such as aerospace engineering, medical, defense, robotics and automotive manufacturing, CNC machine tool manufacturers continue to innovate and develop newer, more complex and at the same time more powerful machines.
A major milestone in this field was the development of 5 axis machining centers. The capabilities and flexibility of such machines are far superior to standard 3-axis machining centers.
The following table lists some key points:
| Difference | 3-axis | 5-axis |
| 1. | Materials are fed and worked on only 3-axis – Axis X, Y & Z. | Materials are fed and worked on 5-axis – Axis X,Y,Z, A & B / C. |
| 2. | Difficult to handle complex parts in one setting as well as workpieces that have deep and narrow cavities or shapes. Limitation due to the 3D-axis movement. For more complex operations, parts need to be repositioned and clamped in custom made fixtures. | Built for complex parts with highly accurate machined results. Can use shorter cutting tools with faster tool speeds at a lower vibration level. This greatly saves time and effort in machining while allowing for more sophisticated parts to be made. Capable of reaching 5-sides on any part to achieve complex contours. E.g. Impeller, Tire Mold, 3D shaped parts. |
| 3. | To achieve quality surface finishes, parts may need to be repositioned. Not only will this take additional time but the possibility for errors is high. | 5-axis CNC Machines are able to position the parts to the cutting tool in an optimum position to each other (90 degree). At the same time, all 5 sides of a part can be reached. Even the most complex contours and shapes can be machined by simultaneously utilizing all 5-Axis. |
| 4. | Fewer axes make programming simpler with faster preparation and turnaround time. | CAD/CAM systems are used to easily programme complex operations. |
4.How to set up a 5 axis machining center?
One of the advantages of a 5 axis machining center is that there is no need for complex clamping systems or fixtures to fix the machined parts. Therefore, setting up the workpiece on such a machine is quite easy.
The clamping device or workpiece component is preferably mounted in the center of the machine table. The clamping device can be a zero clamp, hydraulic clamp or simply a block to which the component to be machined is securely mounted.
More importantly, the part should have free access to the cutting tool from all 5 sides and be securely fixed so that it does not move or vibrate. The cutting tool and tool holder then need to be prepared, measured and loaded into the machine’s automatic tool changer (ATC) magazine.
By running a calibration cycle like this, all axes of the machine are freshly and correctly calibrated and there is no accumulated tolerance between each axis. This should be done at least once a month (preferably once a week) and certainly before every production run.
Unfortunately, many 5 axis machining centers are sold without this feature and necessary equipment, mainly to save money. While this can save initial money, it comes at the expense of accuracy. Over time, these costs can add up and result in substandard machining quality. This is certainly not part of industry best practices.
Another important thing to note is to double check for any potential collision areas before pressing the cycle start button. After this, let the entire program run step by step to ensure that every position is correct and every tool replaced is the correct one.
If you don’t take the time to check, collisions can occur. Not only will this take a lot of time to fix, it can also result in very expensive repairs and the need to readjust all the axes.
5.How to program a 5 axis machining center?
For part machining, a CNC program is required to position the axes and initiate drilling, tapping, and milling operations. For simple operations that are not too complex, you can do this directly on the machine with the help of the CNC control panel and various CNC macros/subroutines.
For machining more complex jobs or parts with more complex contours, a CAD/CAM system that is appropriate for the machine tool, the CNC control, and the overall configuration of the machine is required.
Most CNC programs today are written on secure and dedicated CAD/CAM systems, most of which can also check for errors.
The CAD/CAM system requires the right postprocessor from the CAD/CAM vendor – to ensure that all data is correctly converted into a format that the machine’s CNC control can use.

6.What tools can be used on a 5 axis machining center?
One of the advantages of 5 axis machining (or 3+2 / 4+1 machining) is that it allows the use of shorter, more robust cutting tools than 3-4 axis machining. This allows for faster feeds and speeds, less tool deflection, and better cutting conditions.
These combinations result in superior surface finish, greater accuracy, heavier cuts, and fewer setups, all of which result in shorter overall cycle times. This capability is very useful in recessed applications such as milling parts or deep cavities in molds.
Tool changes can be easily automated with modern automation solutions on 5 axis machines. These systems can transform the machine into an FMC (Flexible Manufacturing Cell) system. This makes “high mix – low volume” production a reality.
Larger ATC magazines offer significant advantages when machining very complex parts, both in terms of tools and the number of tools used. Standard magazines with 30-40 stations quickly become limiting.
Therefore, a 5 axis machining center with 60 tool stations is recommended. If the part is very complex and automation is added to the machine, an ATC with 60 stations is a must, although 120 stations would be better.
This feature not only provides a sufficient number of different tools, but also allows the integration of “sister” tools. Such tools have precise dimensions and specifications for specific operations and wear out faster than other tools.
Sister tools are automatically replaced as soon as other tools with the same specifications reach the end of their life. This will avoid working with weakened or broken tools.
The main advantage of a multi-axis machining center is probably that more surfaces and sides of the part can be machined in the same setup/clamping than a simple machine. It is also possible to perform multiple operations such as milling, drilling, tapping, etc. without re-clamping the part to a secondary position or even moving the part to another machine.
Not only does it save time and avoid fixture costs, it also eliminates errors. This reduces the need for additional machines or manpower.
7.What are the advantages and disadvantages of a 5 axis machining center?
Now that you understand how a five-axis machining center works, you may ask what are the advantages and disadvantages of this type of machine tool. Let’s take a closer look.
Advantages of 5 axis machining centers
1) Minimized machine setup
With a single setup process (aka “one-stop completion”), you can significantly reduce preparation time and improve manpower and machine efficiency. This can also reduce human and machine errors, which are caused by multiple setups for each machining stage.
Simpler clamping equipment used to place parts in the required position in the machine can also save time and cost and reduce potential errors.
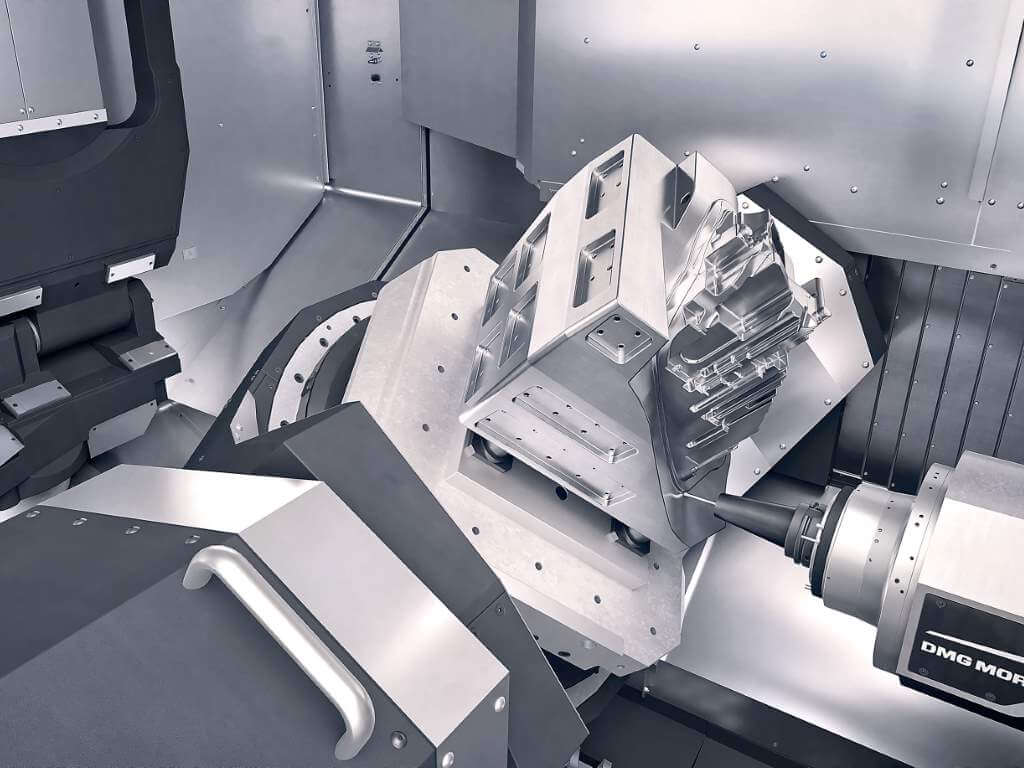
2) Machining complex shapes
With 5 axis machining, complex shapes and designs can be easily processed. This may include: hydraulic system components, water pump housings, gearbox housings, gears, injection molds, oil and gas equipment, medical or blood transfusion equipment, etc.
3) Higher machining accuracy
By reducing the number of manual setups required, 5 axis machining centers can help improve the overall accuracy of produced parts.
4) Better surface finish
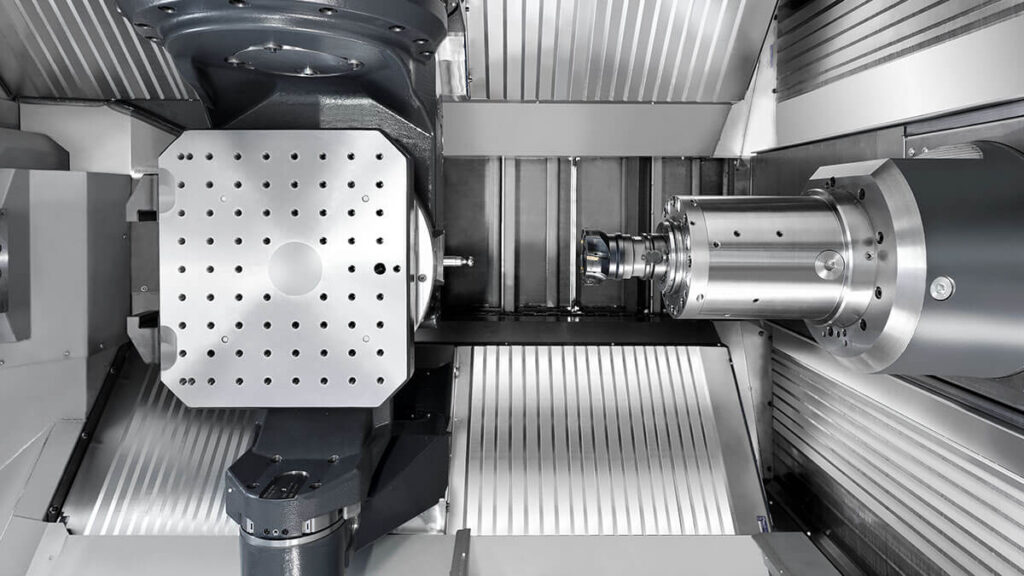
With a 5 axis machining center, the cutting tool can not only be close to the workpiece, but also positioned at a 90° angle to the part surface, so that optimal cutting conditions can be achieved at all times.
The 4th and 5th axes (rotary axes) allow for shorter cutting tools with less vibration, which improves surface finish. The main purpose of the additional axes is to allow the cutting tool to reach all 5 sides of the part with greater precision.
5) Faster Material Removal
Designed to remove the toughest materials quickly and efficiently, 4+1 or full 5 axis machining centers significantly reduce any manual operations. This improves machining efficiency and stability.
6) Significant Time Savings
With rising labor costs, a lack of trained manpower, and the need to increase factory productivity, it is becoming increasingly important to consider operational and labor costs.
Because such machines are set up in an integrated manner, operators do not need to re-clamp parts and move them to other machines for the next operation. Instead, they can focus on managing additional machines, which improves productivity.
7) Significant Cost Savings
Increased tool life reduces the frequency of changing to new tools. Improved accuracy reduces the risk of costly mistakes or scrap.
5 axis machining centers further reduce floor space requirements, increase flexibility and spindle utilization, reduce the need for expensive fixtures, and reduce overall inventory investment, all of which can save costs.
8) Expanded Plant Capacity and Production Flexibility
For both part manufacturers and contract manufacturers, investing in a 5 axis machining center increases production flexibility. With its multitude of applications, this type of machine tool allows you to maximize the machine’s use to meet both large and small manufacturing orders.
These features may not be present in low-cost standard machines with significantly limited functionality. 5 axis machining centers are also ideal for today’s high-mix, low-volume manufacturing environment, where large-scale production is not as common as delivering machined parts in small batches that can be delivered repeatedly if needed.
9) Reduced Competition
Five-axis machining centers can significantly increase your productivity and profitability. They put your manufacturing capabilities several levels above your competitors because they are able to take on a wider range of complex jobs, improve product quality, and meet upcoming production needs.
Disadvantages of 5 axis machining centers
Of course, there are some disadvantages to 5 axis machining centers. Here are some common disadvantages:
1) Cost
Five-axis machining centers and the prerequisite software generally require a higher initial investment. The total investment cost is usually higher than that of a standard 3-axis machining center. In addition, the required maintenance is usually more complex.
2) CAD/CAM Programming
Five-axis machining involves two rotational motions in addition to three linear motions, so it is more complex than three-axis machining and requires consideration of the coordination of the motions of each axis, avoiding interference, collisions, and the appropriate amount of interpolation motion.
Complex programming can be a challenge to optimize the required machining accuracy and surface quality, which may require the services of a qualified programmer.
3) Advanced operator skills are required
5 axis machining is an advanced technology in which programming, setup, and machine operation require more highly skilled technicians.
As can be seen from the above points, the advantages of using a five-axis machining center often outweigh the disadvantages. However, you should still consider the range of challenges you face when purchasing a five-axis machining center. To avoid making costly mistakes, consider a comprehensive review of your machining requirements before investing in such a machine tool. In today’s challenging production and manufacturing environment, the lack of such a highly flexible machining center will put your machine shop at a significant disadvantage.