
Anodized titanium: a superior electrode material
You may have heard about the strength and durability of titanium alloys, but what is this amazing material about anodized titanium? Let’s explore this high-tech process that gives titanium new properties through electrochemical reactions.
1.Basic concepts and principles of anodized titanium
(1) Basic concepts:
Anodizing titanium is a technology that generates an oxide film on the surface of titanium or titanium alloys through electrochemical methods. This technology uses electrolysis to form a dense and hard titanium oxide film on the titanium surface, which significantly improves the material’s corrosion resistance, wear resistance, biocompatibility and other properties.

(2) Principle:
During the anodizing process, the titanium product is placed in the electrolyte solution as an anode. After electricity is applied, an oxidation reaction occurs on the anode to form a titanium oxide film. Specifically, the anodic reaction includes the dissolution of titanium and the release of oxygen ions, which react with titanium to form titanium oxide. As the reaction proceeds, the film gradually thickens, forming an outer layer with a porous structure and an inner layer of dense barrier layer. Varying thickness of the oxide layer will provide different colors.
2.Structure of anodized titanium film
(1)Double-layer structure
Anodized titanium film usually consists of two layers. The inner layer is a dense barrier layer with high hardness and good insulation; the outer layer is a porous layer, and dyes or other substances can be adsorbed in the pores to achieve coloring and functionalization.
1) Porous layer characteristics
Thick, loose and porous
Composed of amorphous AI2O3 and a small amount of r-AI2O3·H2O
Pore diameter is 100~200nm, porosity is about 20%
Has strong adsorption capacity and wear resistance
2) Barrier layer characteristics
Thin and fine, composed of water-free AI2O3
Has high hardness and resistivity
Blocks the passage of current and gives the film layer high insulation properties
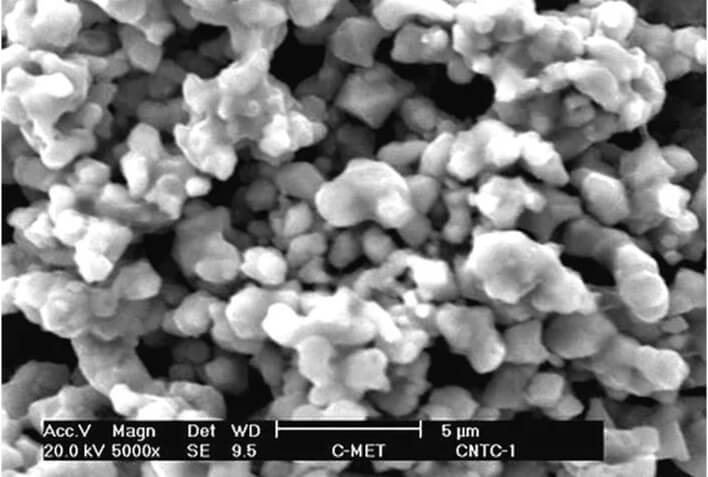
(2) Nanotube array:
Anodized titanium usually forms a regular nanotube array structure. These nanotubes are arranged perpendicular to the surface of the titanium matrix and have a high degree of order and uniformity. The diameter of nanotubes generally ranges from tens to hundreds of nanometers, and the length can reach several micrometers. Its unique structure gives it broad application prospects in photocatalysis, sensing, biomedicine and other fields.
(3) Thickness control:
The thickness of anodized titanium can be precisely controlled by adjusting parameters such as electrolysis voltage, oxidation time, and electrolyte composition. Generally, the higher the electrolysis voltage, the longer the oxidation time, and the greater the thickness of the nanotubes. However, too high voltage or too long oxidation time may lead to instability of the nanotube structure, so it needs to be adjusted according to the actual situation.
3.Process of anodizing titanium
(1) Pretreatment
1) Degreasing: Use a strong alkali degreasing agent to remove oil on the titanium surface.
2) Water washing: Rinse with clean water to remove residual degreaser.
3) Initial pickling: Immerse titanium in a hydrofluoric acid aqueous solution for initial pickling to remove oxides on the surface.
4) Washing: Rinse with clean water again.
5) Secondary pickling: Use an aqueous solution of hydrofluoric acid and hydrogen peroxide for secondary pickling to further purify the surface.
6) Water washing: Rinse thoroughly to remove the pickling liquid.
(2) Anodized titanium
1) Electrolyte preparation: Prepare appropriate electrolyte. Commonly used electrolytes include phosphoric acid aqueous solution, sulfuric acid aqueous solution, etc. and adjust its concentration and temperature to meet process requirements.
2) Electrolysis parameter setting: Set parameters such as voltage, current density, and oxidation time.
3) Anodizing treatment: Use the titanium plate as the anode and the aluminum plate as the cathode, and place them in a phosphoric acid aqueous solution for constant voltage electrolysis. As the voltage increases, the oxide film on the titanium surface gradually thickens and takes on different colors.

(3) Post-processing (optional)
1) Coloring treatment: If there are specific needs, the required color can be formed on the oxide film through different electrolytes and process parameters.
2) Functional treatment: Functional treatments such as superhydrophobicity and antibacterial properties are carried out according to specific needs.
(4) Post-processing
1) Water washing: Rinse the oxidized titanium parts cleanly to remove residual electrolyte on the surface.
2) Sealing treatment: The titanium parts are immersed in the sealing liquid for treatment to enhance the performance of the oxide film.
3) Drying: Dry titanium parts. Commonly used methods include natural drying or drying.
(5) Quality inspection
1) Surface inspection: Check the color, uniformity and surface quality of the oxide film.
2) Performance test: Carry out wear resistance, hardness, adhesion and other performance tests as needed.

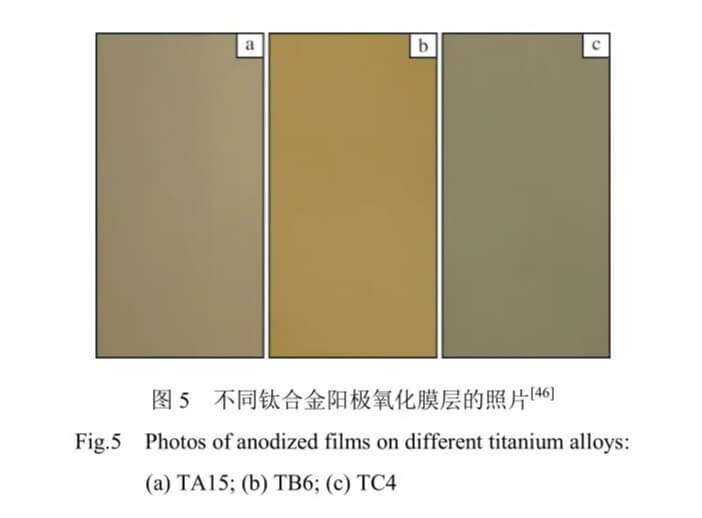
4.The relationship between the color of anodized titanium and the thickness of the film
Anodized titanium is a technology that generates an oxide film on the surface of titanium through electrochemical methods. The color produced by anodized titanium mainly depends on the thickness of the oxide film. Oxide films of different thicknesses will produce different interference effects on light, thus showing different colors. When the film layer is thin, it usually appears light-colored or transparent; as the film thickness increases, the color gradually becomes darker. The following is the relationship between several typical thicknesses and corresponding colors:
(1) 0-50 nm: transparent to light yellow
When the thickness of the oxide film is thin, the interference effect of the film on light is weak, so the color is lighter, almost transparent or pale yellow. Oxide films in this thickness range are commonly used in applications requiring high transparency, such as optical lenses and decorative coatings.
(2) 50-100 nm: golden yellow to blue
As the thickness of the film increases, the reflection and interference effects of light in the film gradually increase, and the color begins to become apparent. Golden yellow usually appears when the film thickness is about 70 nanometers, while continuing to increase the thickness may appear green or blue, depending on the specific process conditions and the uniformity of the film layer.
(3) 100-200 nm: dark blue to purple
When the film thickness reaches more than 100 nanometers, the change in interference color is more significant. Dark blue usually appears at film thicknesses around 120 nanometers, while purple may appear at around 150 nanometers. These colors are very popular in both decorative and functional applications, such as mobile phone cases, watch straps, etc.
(4) 200-300 nm: purple to gray
Continue to increase the thickness of the film layer, and the color will gradually transition from purple to gray. Purple-red usually appears when the film thickness is about 250 nanometers, while gray may appear near 300 nanometers. These colors are often used in fashion accessories and high-end electronic products to highlight a unique sense of design.
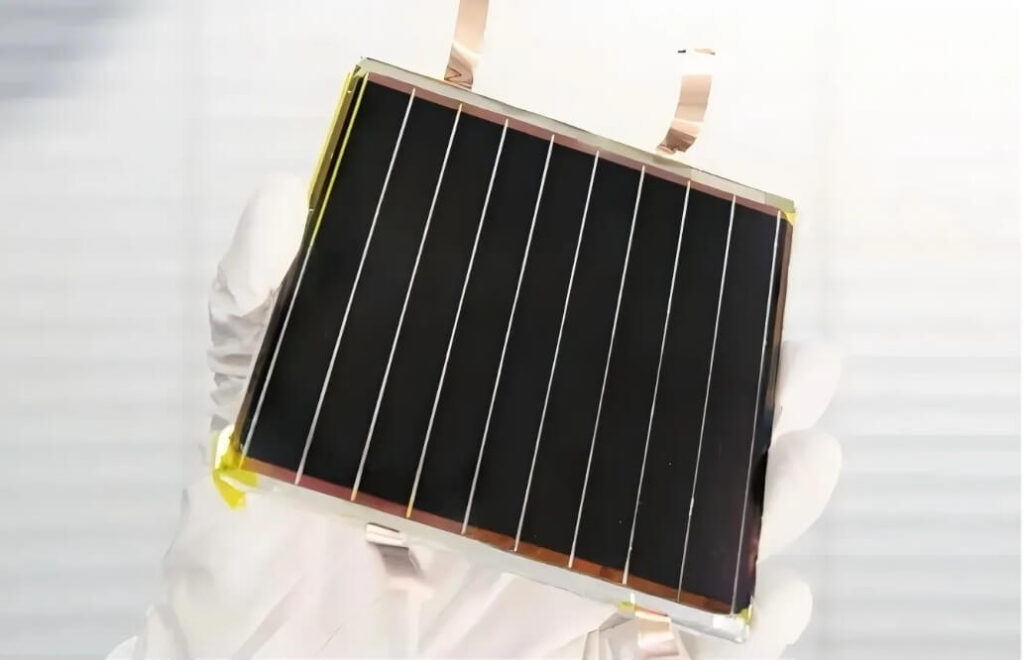
(5) Above 300 nanometers: black
When the thickness of the film exceeds 300 nanometers, the surface of titanium oxide will appear black due to the strong absorption and scattering of light by the film. Black anodized titanium has important applications in solar panels, thermal radiation shielding materials and other fields.
5.Factors affecting the color of anodized titanium
The formation of the oxide film of anodized titanium is complex and affected by many elements. This oxide film not only improves the corrosion resistance and hardness of the material, but also allows it to display rich colors by controlling conditions. The following are several major influencing factors:

(1) Oxide film thickness:
According to the above content, we know that the oxide film thickness of anodized titanium is a direct factor affecting the color. Oxide films of different thicknesses will produce different interference effects on light, thus displaying different colors. Generally, thinner oxide films appear in light colors, while thicker oxide films appear in dark or saturated colors.
(2) Anodizing voltage:
Voltage is an important parameter for controlling the thickness of the oxide film. During the anodizing process, the level of voltage determines the growth rate and final thickness of the oxide film. As the voltage increases, the thickness of the oxide film increases, and the color of the titanium also changes.
(3) Electrolyte composition:
The composition of the electrolyte has an important influence on the formation and properties of the oxide film. Commonly used electrolytes include sulfuric acid, phosphoric acid, oxalic acid, etc. Electrolytes with different compositions will lead to different chemical compositions and structures of the oxide film, thereby affecting its optical properties and color.
(4) Oxidation time:
The oxidation time determines the growth time of the anodic titanium oxide film. Longer oxidation time usually results in a thicker oxide film, but too long a time may also lead to excessive growth and unevenness of the film layer, affecting the uniformity and stability of the color.
(5) Temperature control:
The temperature of the electrolyte also needs to be strictly controlled during the anodization process. Changes in temperature will affect the conductivity of the electrolyte and the growth rate of the oxide film, thereby affecting the color. Generally, an increase in temperature will accelerate the oxidation reaction, but too high a temperature may lead to a decrease in the quality of the oxide film.
(6) Substrate purity:
The purity of the titanium substrate also affects the color of the oxide film. High-purity titanium substrates are easier to form a uniform and stable oxide film, thereby achieving ideal color effects. The presence of impurities may cause unevenness of the oxide film, affecting the purity and consistency of the color.

summary:
By precisely controlling the above factors, the desired variety of colors can be obtained, making anodized titanium versatile in both decorative and functional applications.
6.Analysis of the properties, advantages and disadvantages of anodized titanium
(1) Chemical properties
1) Stability:
The anodized titanium film has extremely high chemical stability and can resist a variety of acid and alkali corrosion, extending the service life of the material.
2) Optoelectronic properties:
Due to its unique structure, anodic titanium oxide exhibits excellent photoelectrocatalytic activity and has potential application value in fields such as photowater splitting and photoelectric sensing.
3) Biocompatibility:
Titanium oxide film has good biocompatibility and can be used to modify the surface of medical implant materials to improve the bioactivity and infection resistance of the material.
(2) Physical properties
1) Hardness and wear resistance:
The anodized titanium film significantly improves the hardness and wear resistance of the titanium matrix, making it an important application in the manufacturing of mechanical parts and tools.
2) Insulation:
The oxide film has good insulating properties and can be used in the manufacture of electronic components and electrical porcelain.
3) Optical properties:
The light scattering effect of nanostructures gives anodized titanium unique optical properties, such as superhydrophobicity, self-cleaning effect, etc.
(3) Advantages
1) Improve material performance:
Anodized titanium significantly enhances the surface hardness, corrosion resistance and wear resistance of titanium metal, thereby extending the material’s service life and enabling it to be used in harsh environments.
2) Increase aesthetics:
Through the electrolysis process, various colors can be added to the surface of titanium metal without damaging the physical properties of the material, meeting the needs of modern consumers for product personalization and aesthetics.
3) Cost-effectiveness:
Compared with other metal surface treatment technologies, anodized titanium has lower costs and higher efficiency, especially in mass production.
(4) Disadvantages
1) High technical threshold:
Operators need to have certain professional knowledge and practical experience to ensure the quality of the oxide film. Improper operation may lead to problems such as uneven thickness and uneven color of the oxide film.
2) Material shape restrictions:
Anodizing has high requirements on the size and shape of materials. For some complex or special specifications of titanium materials, it may be difficult to achieve uniform oxidation treatment.
7.Application fields of anodized titanium
(1) Solar cells:
Anodized titanium nanotube array films are used as photoanode materials for dye-sensitized solar cells due to their high specific surface area and excellent photoelectric properties. This material can significantly improve the photoelectric conversion efficiency of the battery, thereby improving the utilization efficiency of solar energy.
(2) Sensor technology:
The high specific surface area and good adsorption properties of anodized titanium make it important in gas sensors, biosensors and other fields. By modifying different functional materials, anodized titanium sensors can achieve highly sensitive detection of specific gases or biomolecules.
(3) Photocatalysis:
Anodized titanium nanotubes have excellent photocatalytic activity and can decompose organic pollutants and sterilize, so they show great potential in environmental management and self-cleaning materials. For example, adding anodized titanium to an air purifier can significantly improve its purification effect.
(4) Medical devices:
Anodized titanium has good biocompatibility and antibacterial properties, so it is widely used in the field of medical devices, such as artificial joints, dental implants, etc. Through anodizing technology, titanium oxide films with specific functions can be formed on the surface of medical devices to improve their biological activity and antibacterial properties.

(5) Supercapacitor:
Anodized titanium nanotube array films have high specific surface area and good electrical conductivity, making them suitable for use as electrode materials for supercapacitors. This material can significantly improve the energy storage performance and cycle stability of supercapacitors.
(6) Anti-corrosion coating:
The anodized titanium film has excellent corrosion resistance and is used as an anti-corrosion coating in aerospace, automobile manufacturing and other fields. It can significantly improve the corrosion resistance of the material and extend its service life.
(7) Decoration field
1) Architectural decoration:
Anodized titanium is widely used in architectural decoration. It has rich colors and unique texture. It can be used as exterior wall decoration materials and interior decorative panels for high-end buildings.
2) Jewelry:
Anodized titanium also shows unique charm in the field of jewelry. It has high hardness, good wear resistance, and bright colors. It can be used to create exquisite jewelry through engraving, inlay and other processes.

3) Household items:
Anodized titanium can also be used to decorate household items, such as tableware, lamps, furniture, etc., to enhance the beauty and quality of the products.
8.Summary
To sum up, anodized titanium oxide shows significant advantages in the fields of photocatalysis, sensing, medical treatment, aerospace and energy storage. Its unique physical and chemical properties make it an ideal choice for electrode materials, worthy of further exploration and widespread application.
1 Comment