CNC Turning: The Basics You Need to Know
You probably know what CNC turning is and how it works; but let’s take a closer look at some of its basic operations again so that you fully understand its fundamentals and get the most out of this entire article.
1.How CNC lathes work
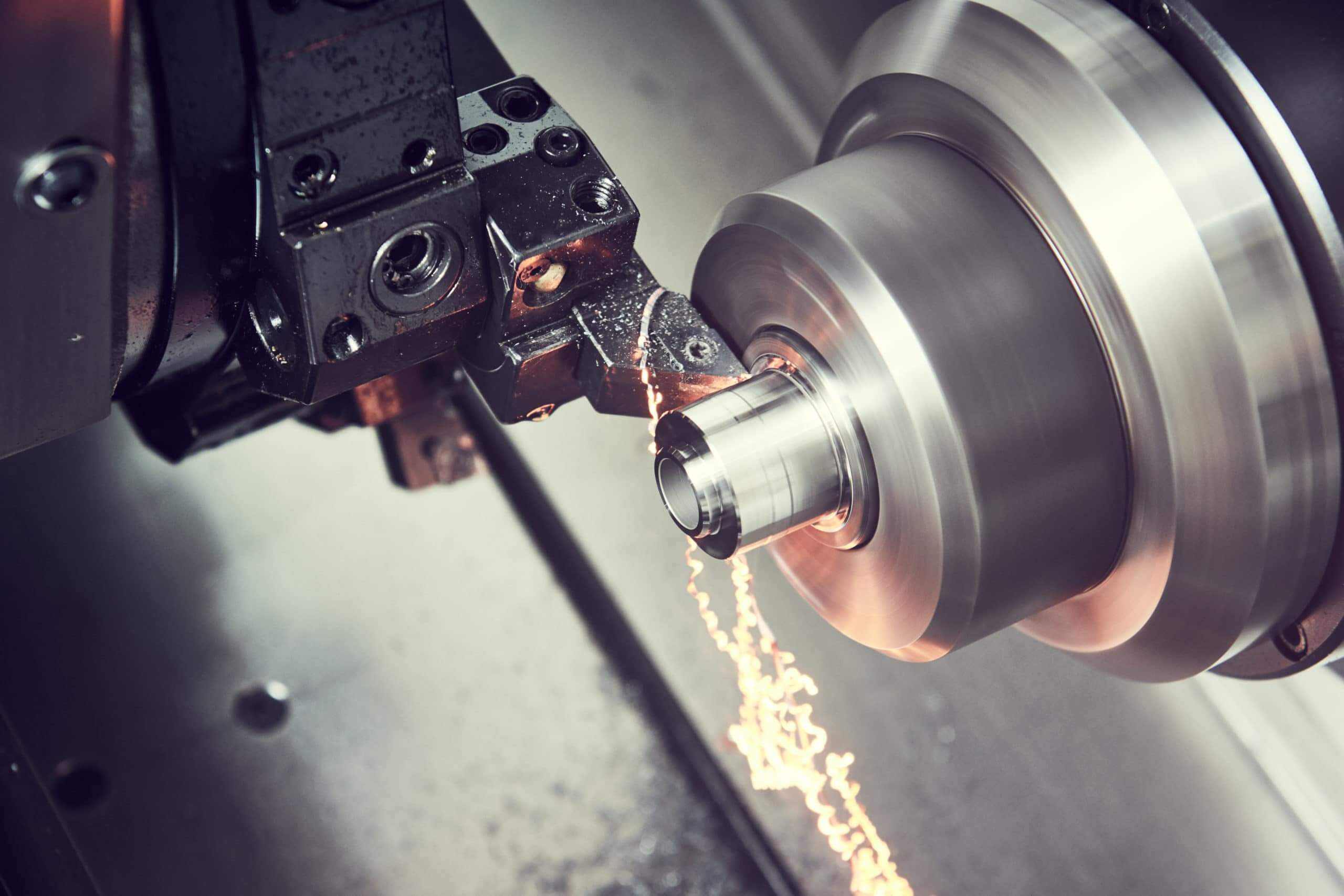
With CNC lathes, the geometry of the machined part is created by removing material. During turning, the workpiece rotates around an imaginary axis that is fixed in the lathe chuck. This axis is the Z axis and holds the primary motion, i.e., rotation.
The cutting tool has a secondary motion, i.e., feed. When the cutting tool comes into contact with the workpiece surface, material is removed; this is how lathe cutting works. In more detail, the cutting tool is located on one side of the workpiece diameter on the X axis, and the machined surface is produced radially around the Z axis.
The cutting tool can move longitudinally or transversely (i.e., along a straight line parallel to the workpiece Z axis, or transverse to the workpiece axis), or even as a combination of longitudinal and transverse motion.
The workpiece can take on a variety of geometries. Which geometry the workpiece will take depends on the combination of the two axes (rotation and feed) and the cutting tool to be used. In turn, the cutting tool to be used depends on the type of surface to be produced and the type of turning operation (e.g., internal or external).
But it’s not just about typical CNC turning. On modern CNC lathes, a variety of other machining operations can be performed. These include:
- Contour turning – The tool follows a non-straight profile to create a contoured shape in the turned component.
- Taper turning – The tool is fed at an angle to create a tapered cylindrical or conical shape.
- Chamfering – Using the tool’s cutting edge to cut an angle into the corner of a cylinder creates a “chamfer.”
- Facing – Feeding the tool radially into a rotating workpiece from the outside or inside diameter of one end to create a flat surface on the workpiece surface.
- Form turning – The shape of the tool can be imparted to the workpiece by cutting the tool radially into the workpiece.
- Boring – A single-point tool is fed linearly in the direction of the axis of rotation to machine the inside diameter of an existing hole in a part.
- Drilling – This can be performed on a lathe by feeding the drill into the rotating workpiece along the axis. Reaming can be performed in a similar manner.
- Grooving/Parting off – The tool is fed radially into a rotating workpiece along its length to groove or cut off the end of the workpiece. The parting off operation is sometimes called parting off.
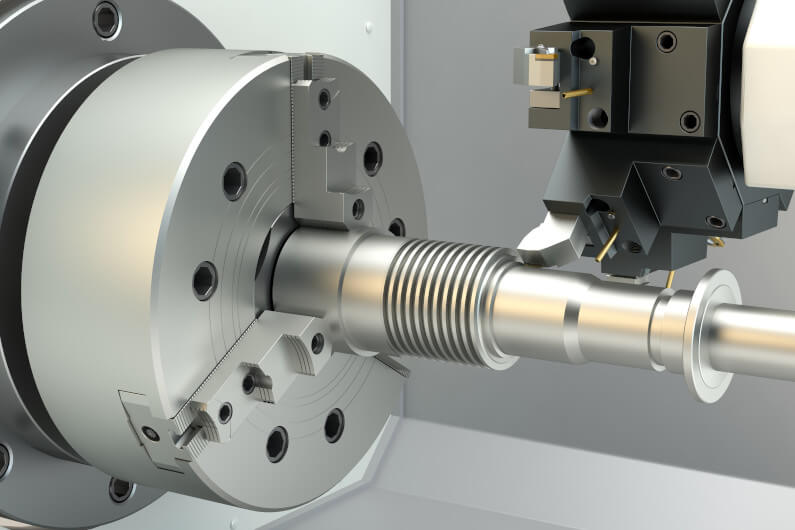
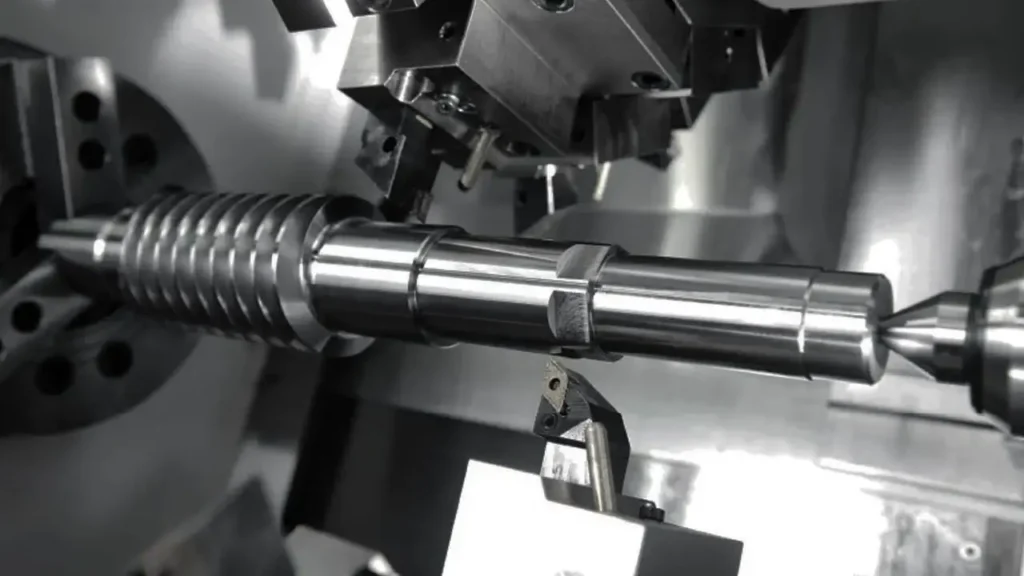
- Threading – A pointed tool is fed linearly along the outer surface of a rotating workpiece at a high effective feed rate in a direction parallel to the axis of rotation to form threads on a cylindrical body.
- Knurling – This is not a machining operation as it does not involve cutting of material. Instead, it is a metal forming operation used to produce a regular cross-hatch pattern on the work surface.

2.Why are CNC lathes so popular?
Lathes are one of the oldest machines invented by mankind, but modern lathes have been significantly upgraded by incorporating several technological advances. Lathes have evolved in tandem with other types of machine tools and, as a result, are now widely used by the industry.
But why do lathes gain the trust of the industry? What are the benefits of modern lathes and turning centers? In short, the answer is production speed, accuracy, and automation.
But there is more to it than that. Thanks to the wide variety of specialized lathes and turning centers available on the market today, numerous industrial applications can be handled with high productivity. Furthermore, with the advancement of hard coating and cutting tool technology, a typical lathe can process ferrous and non-ferrous metals, non-metallic engineering materials, polyamides, thermoplastics, wood, and more.
All of the above factors make CNC lathes and turning centers the most productive machines. In fact, it is said that 40% of metal cutting operations are performed on CNC lathes; and most of the production of CNC lathes is rotating parts. That’s the nature of lathes!
3.Differences between CNC turning and milling
If you understand how turning works, it is easy to understand how milling works; because the two are completely opposite. In turning, the tool moves linearly and the part rotates; but in milling, the tool rotates and the part moves linearly on the X and Y axes of the table. In the case of milling, the Z axis is the vertical axis of the tool.
This is their fundamental difference. But it is not their only difference. In CNC turning, single-point cutting tools are usually used; this is why turning is a “continuous cutting” process.
On the other hand, milling cutters (e.g., end mills, etc.) are multi-point cutting tools; in other words, they have multiple cutting edges. Therefore, milling is theoretically an “interrupted cutting” process.
You should also understand the primary and secondary motions. The primary motion is always rotational, while the secondary motion is linear, i.e., the feed rate. This means that in CNC turning, the primary motion is in the part and the secondary motion is in the tool. In CNC milling, the primary motion is on the tool and the secondary motion is on the part!
4.Is my part suitable for CNC turning?
Based on the above information, you can easily understand the suitability of turning and milling in terms of part geometry and features. For rotating parts, you can choose turning to process. If it is a prismatic part with multiple milling features, choose milling.
Still, if your machine shop is equipped with additional equipment, such as an indexer or trunnion table for milling, or a third axis (C-axis) for CNC turning, you can perform milling operations in a lathe (using “live” tooling) and turning operations in a CNC mill. However, the additional equipment has a cost, which should be justified by the cost of the product you are manufacturing.
In CNC machining, productivity and success depend not only on the correct selection of machine tools, but also on other factors such as the right tooling, workholding, and cutting conditions. It is not enough to just know which part is better suited for which type of machining. You should always make sure that there are some additional conditions that need to be met to ensure the best results.
Let’s explore this issue a little deeper. Overall, no matter what type of machine you have or what type of machining you want to perform, there are some general tips and guidelines that you should keep in mind. For example, you should always check the coolant type and cutting conditions.
In addition, you should also understand the workpiece material and its characteristics to ensure the best results and accuracy for your machining work; this is because different materials with different characteristics behave differently in machining.
Also, remember that whether you are engaged in milling or turning, the stability and power of the machine are key factors that affect the accuracy and productivity of the manufacturing process. It is crucial to know the possibilities of the machine in terms of stability and power, as these are defined in the manufacturer’s technical specifications.
This way you can judge how demanding the work they can perform, basically in terms of high-speed machining, different cutting materials, etc. The configuration of the equipment is always an important question, taking into account any technical limitations. Generally speaking, the simpler the machine, the more limited the work it can perform.
5.The most critical components of a lathe
Have you ever had the opportunity to observe a typical CNC lathe? Its system consists of several components, each of which improves the efficiency of the operation in its own way.
However, six of them are the most critical:
- Machine bed
- Headstock
- Feed gearbox or “Norton” gearbox
- Carriage
- Tailstock
- Chuck
1) Machine bed
The machine bed is the main body of the machine. All other major components are connected and fixed to the machine bed. The machine bed is usually made of cast iron, as this alloy has high compressive strength and high lubrication qualities.
The machine bed is cast and fixed to the ground. Guideways (located on the machine bed) ensure smooth and precise linear movement of the carriage and tailstock on the bed.
2) Spindle box
The spindle box contains the drive unit that rotates the spindle and, in turn, the workpiece. The spindle box is located on the upper left. The spindle box contains the gearbox and spindle. The speed controller and its associated modules are located outside the spindle box.
3) Feed gearbox or “norton” gearbox
The feed gearbox contains the system responsible for adjusting and maintaining the linear speed of the cutting tool relative to the workpiece spindle. It consists of a feed controller and a lead screw that rotates at the appropriate speed to obtain the desired feed rate.
4) Transport
The carriage is driven by a lead screw, so it follows the feed rate controlled by the Norton gearbox. The lateral slide table is fed in a direction perpendicular to the movement of the carriage. By moving the carriage, the tool can be fed parallel to the work axis to perform linear turning.
By moving the lateral slide table, the tool can be fed radially into the workpiece to perform end turning, profile turning or cut-off operations. The cutting tool is fixed in the tool holder on the lateral slide table, which is assembled on the carriage. The carriage slides along the guide rails of the lathe to feed the tool parallel to the rotation axis with a high degree of parallelism relative to the spindle axis. The guide rails are built into the lathe bed to provide a rigid frame for the lathe.
5) Tailstock
The tailstock is located on the opposite side of the spindle box, where the center is installed to support the free end of the workpiece, thereby balancing the workpiece. In addition to centering, which is the main function of the tailstock, drilling is also performed using a center drill and a normal drill installed in the tailstock unit.
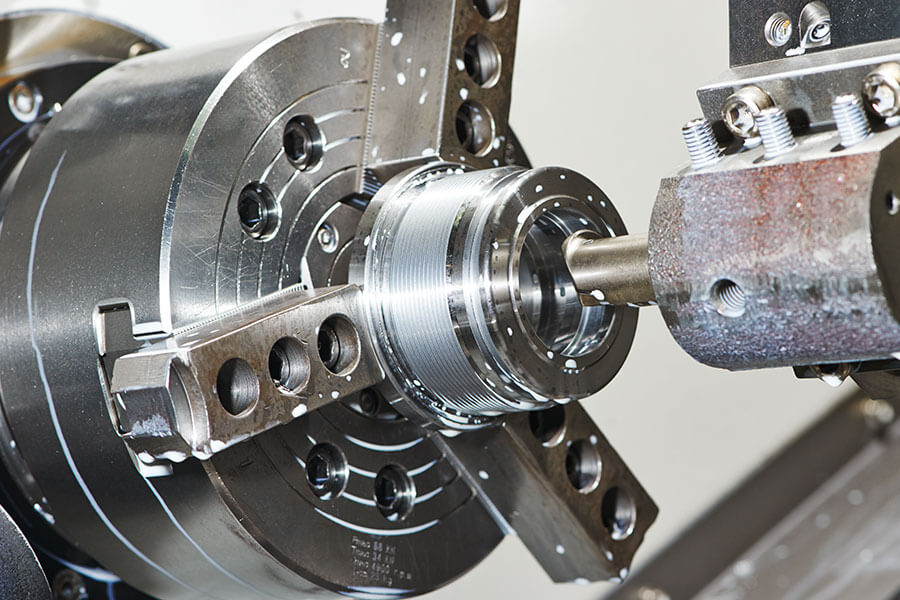
6) Chuck
The chuck is used to clamp and fix the workpiece. It is fixed to the spindle that rotates the chuck and the workpiece. A typical lathe chuck can include three, four or five jaws, depending on the processing requirements, standard part geometry and the required clamping force.
6.Types of CNC turning centers
There are many types of CNC turning centers on the market. Generally, available CNC turning centers are classified according to the number of their working axes and the direction of the spindle.
1) Types of CNC turning centers according to the number of working axes
According to the number of working axes, there are the following types:
- 2-axis CNC turning centers. They are the simplest CNC turning machines that can perform typical machining operations such as inner/outer diameter machining, end machining, drilling and tapping.
- 3-axis CNC turning centers. They are equipped with X-axis, Z-axis and one rotary axis, the so-called “C” axis.
- 4-axis CNC turning center. In addition to the X-axis, Z-axis and “C” axis, it is also equipped with a “Y” axis, which enables it to perform “eccentric” machining operations required for complex components.
- 5-axis CNC turning center. In addition to the 4 axes mentioned above, it is also equipped with an additional tool holder that allows two cutting tools to operate simultaneously.
2) Types of CNC turning centers based on spindle direction
Based on the direction of the lathe spindle, there are two types of CNC turning centers on the market: vertical and horizontal.
- Vertical CNC lathe. The spindle is perpendicular to the machine table. The machine table is rotatable and has a large diameter to accommodate large parts.
- Horizontal CNC lathe. This type is the most common CNC turning center. The part is usually clamped on a rotating chuck, and the tool performs linear motion, achieving feed per revolution of the part.
7.CNC turning tools
There are a wide variety of engineering materials on the market, so it is reasonable that there are a wide variety of materials used to make cutting tools. When you need to choose the material of the cutting tool, never forget that during the machining process, the cutting tool is subjected to high temperatures, high contact stresses, and high shear forces. The material of the cutting tool should be selected according to the material it is to be processed.
Your main goal should be to maintain the hardness and strength of the tool, especially at high temperatures. This will most likely result in a high-quality surface on the machined part. However, other factors also affect the final result, such as cutting conditions and the material to be machined, which are key success factors.
Cutting conditions are very critical. In order to maintain machining stability and minimize tool wear rates, it is highly recommended to set cutting conditions according to the technical manual and the tool manufacturer’s recommended specifications. Correctly setting cutting conditions will also extend tool life, thereby reducing tool replacement costs.
Other important factors that should be considered when selecting cutting tool materials include their wear resistance and chemical stability. Obviously, the greater the wear resistance, the longer the tool life. As for the chemical stability of the tool, the higher its value, the more it prevents adverse reactions that may accelerate tool wear.
The most commonly used cutting tool materials for CNC turning are carbides, ceramics, and coated tools. These cutting tools are available in the market in the form of cutting inserts with standard geometries. The geometry you should choose depends on the application.
Another factor that plays a key role is the tool holder. Cutting inserts of specific geometries are equipped with dedicated tool holders. In order to maintain cutting efficiency and stability, the appropriate tool holder should be selected according to the geometry of the insert. Choosing the right tool holder will also extend tool life.
8.CNC Turning Services
As expected, there are quite a few CNC machine shops on the market that offer turning services. But not all shops are equally good or experienced. Let’s take a look at what are the main qualities you should look for when choosing a CNC turning partner.
Experience matters! Only an experienced CNC machine shop can provide a variety of solutions utilizing the technologies mentioned above. Furthermore, technology evolves rapidly; therefore, a CNC machine shop should be prepared to keep up with technological advancements and apply them to the job when needed.
In addition to providing complete, high-quality machined parts, the CNC machine shop you choose should also be able to provide complementary support services such as polishing, sandblasting, anodizing, sterilizing, laser marking, assembly, fast “just-in-time” product delivery, and more.
Cutting tools play a vital role in CNC turning. In other words, remember that the CNC turning supplier you choose must have the right tools to provide high-quality turning work. It is always beneficial to discuss with your partner the materials and methods they will be implementing so that you can better understand their overall knowledge, experience, and resources to complete your job to the expected standard.
Many CNC machining shops are equipped with ERP systems (Enterprise Resource Planning), online monitoring, and full production and batch traceability. These resources are evidence of good management of internal operations, ensuring that the correct processes are always followed and minimizing the risks associated with CNC part quality.
1) Uses and Applications
CNC turning can be used when machining rotating parts. This includes parts with milling capabilities, provided that your CNC lathe supports a third axis.
A typical list of parts that can be produced through CNC turning is as follows:
- Shafts of different lengths and diameters
- Pulleys
- Threaded rods
- Barrels
- Camshafts
- Crankshafts
2) Benefits
No matter what part you want to produce with CNC turning, you can get standard advantages. Let’s take a look at them one by one.
- Increased productivity and precision: CNC turning performs both the rotational movement of the part and the linear movement of the tool simultaneously. Due to the synergy of this movement, the lathe is a very efficient machine tool. In addition, since the stability of CNC turning centers is very high, very high precision can be achieved.
- Reduce scrap through automation: In any CNC machining process, the operator is responsible for setting up the job and ensuring that the CNC program is error-free and efficient. The operator does not participate or interfere in the manufacturing process. This in turn eliminates human errors, thereby greatly reducing scrap.
- Reduce idle time: Idle time includes tool changes, part setup and positioning, and rapid movement. Since CNC technology is embedded with automation, idle time is greatly reduced.
- Work safety: Due to the fully automated production environment of CNC turning, the operator is kept away from the work area and is not actually involved in the production process.