General Milling Basics
Since the beginning of the first industrial revolution, product design requirements have become increasingly demanding. For example, in the 1770s, you could make almost anything using traditional hand tools. However, turning product ideas into products today requires top-notch manufacturing technology and highly qualified machinists. One of the processes that paved the way for machinists to meet today’s demanding product design requirements is called general milling.
But what exactly is face milling? How does it work? What functions does it have in today’s manufacturing industry? In this article, we will answer all these questions and more. We will explain everything you need to know about this fascinating manufacturing process.
1.What is general milling?
Face milling (also known as slab milling) is a subtractive manufacturing process, which means that it involves removing parts of the material from the workpiece to form the desired product. However, unlike traditional subtractive manufacturing processes, this process requires the axis of rotation of the cutting tool to be parallel to the workpiece surface, as shown below:
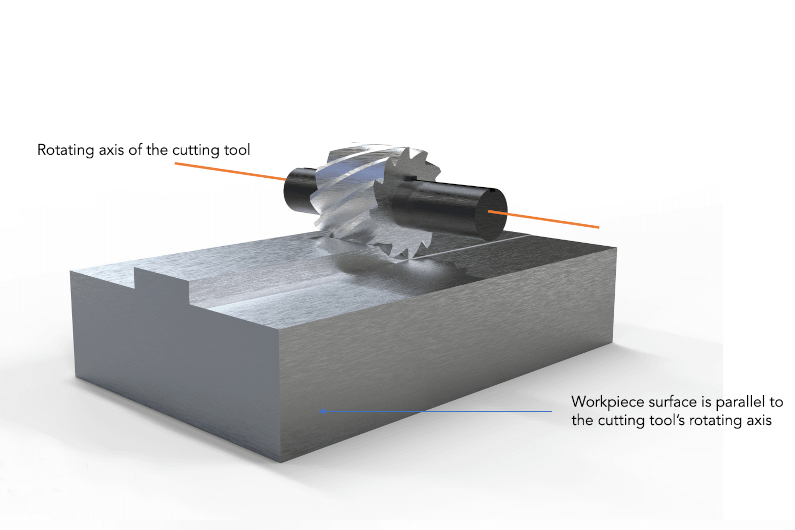
In face milling, the workpiece is usually fixed to a table. The table moves and feeds the workpiece into the milling cutter, allowing the machinist to mill a flat, horizontal surface parallel to the axis of the milling cutter.
2.Types of General Milling Cutter
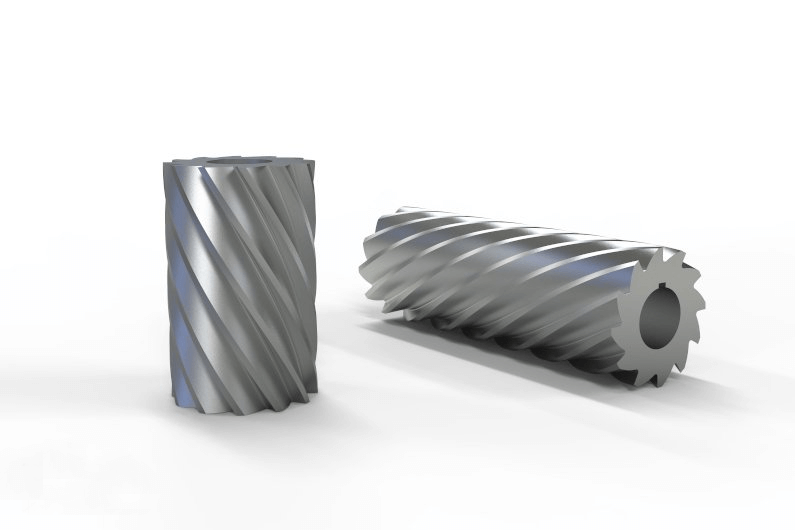
Slab milling cutters have a cylindrical geometry with cutting teeth located on the periphery of the cutter. They are classified as:
- Light General Milling Cutter
- Heavy General Milling Cutter
① Light Cutters
As the name implies, light milling cutters are used for light cutting operations. These milling cutters typically have multiple helical teeth with a helix angle of less than 25°. This unique design makes light milling cutters ideal for applications that require a large amount of material removal to form the desired product.
② Heavy Cutters
Heavy cutters have fewer teeth than light cutters and a larger helix angle (between 25° and 45°). Therefore, heavy cutters are ideal for heavy machining and cutting operations that require a smooth surface finish.
Although light and heavy milling cutters can process a variety of features, machinists also pay close attention to the size of the cutter during machining. For example, machinists typically use narrow cutters to achieve deeper cuts. In contrast, wide cutters are more suitable for machining workpieces with large surface areas because these cutters reduce the number of traverses required to create features.
3.Tips for Slab Milling
Top machinists and machine shops follow these tips during general milling:
- Maintain adequate clearance between the milling machine spindle and the cutter, as this reduces the possibility of torque and vibration during machining.
- Choose the ideal cutting speed and tool material for the manufacturing process. For example, carbon steel cutters are ideal for slow-speed milling operations, while carbide cutters are better suited for high-speed milling machine operations.
- In applications where the cutter is moving at high speeds, use water-based cutting fluids (or cooling oils) on the cutter. These oils have good heat resistance, allowing them to dissipate heat and extend the life of general milling cutters.
- When finishing surfaces, use cutting fluids with good lubricating properties. These cutting fluids lubricate the cutter teeth and remove metal debris, eliminating the possibility of damaging the workpiece surface.
- Use computer numerical control (CNC) technology to automate the movement of the cutting tool and workpiece to accurately and precisely manufacture the desired parts.