
How to deal with burrs when machining aluminum in machining centers
How to reduce burrs?When machining aluminum alloy, burrs should be a problem that everyone has encountered. It not only reduces the machining accuracy of the workpiece, increases the machining cost, but also affects the performance of the workpiece. Usually, machining burrs is not only troublesome but may also damage the workpiece.
So during the machining process, is there any better way to reduce or reduce the generation of burrs? Today I will share with you some experience in burr control.
1.What is burr?
Burrs are burrs formed around the machining part of the part, characterized by protruding from the molding surface. Burrs are usually caused by plastic deformation of the material and are generated on the edge of the cutting terminal of the machining material. It is especially common in materials with good ductility (such as aluminum alloy) (or materials with good toughness, such as stainless steel). Its shape and size mainly depend on many factors such as the workpiece material and its end support stiffness, tool geometry, tool cutting trajectory, tool wear, cutting amount, and the use of coolant.

2.Why is reduce burrs necessary?
The presence of burrs will make the machining, measurement or installation lose accuracy, affecting the dimensional accuracy and shape and position accuracy of the workpiece. The hardening and shedding of burrs are the source of cracks and will reduce the service life of the workpiece. This may cause harm to the production operator or machine user. The presence or shedding of burrs may cause electrical short circuits. If they fall into the sliding parts, they will accelerate wear and cause accidents.
3.Some experience in controlling burrs
1) Selection of processing sequence
When arranging the processing sequence, the process that produces burrs should be arranged first, and the process that does not produce burrs (or has fewer burrs and fewer burrs) should be arranged later, or some subsequent processes should be reasonably used to eliminate the burrs of the previous process. For example, when processing step grooves, deep grooves are processed first and shallow grooves are processed later. The groove edge burrs generated during deep groove processing can be removed, effectively improving the processing quality.

2) Selection of processing methods
When designing the process, try to choose a processing method that produces less burrs or is conducive to removing burrs.
For example, when cutting, the cutting edge should be placed at a position with a larger part edge angle θ (the intersection angle of two adjacent processing surfaces), and its end support stiffness should be good, which can effectively reduce or even completely eliminate the generation of burrs.
For example, in the milling process, down milling cuts into a thick layer and cuts out a thin layer, the cutting is stable, and the burrs are small; reverse milling cuts into a thin layer and cuts out a thick layer, and the burrs are large. To reduce milling burrs, down milling should be used as much as possible; when milling a plane, if an end mill is used to process the part plane, the cutting force generated by cutting perpendicular to the processing plane is large, so the burrs are also large, and the use of a cylindrical milling cutter for down milling can effectively reduce the generation of burrs.
In addition, even if the generation of burrs cannot be completely suppressed during processing, the cutting edge should be placed in a position where the burrs are easy to remove to reduce the cost of subsequent burr removal.

4.Tool selection
Metal processing is achieved by cutting off the processing part of the workpiece by elastic deformation and plastic deformation through tool extrusion. Aluminum alloy materials themselves have good toughness and ductility, and are not easy to break chips, so the cutting edge of the tool must be sharp. Sharp high-speed steel tools, carbide tools (aluminum tools), and PCD tools are all acceptable. The purpose is to shorten the elastic deformation and plastic deformation time of the workpiece itself and avoid burrs tearing the processing part of the part.
But at the same time, tool wear also has a great impact on the formation of burrs. If it is continuous mass production, the wear resistance of the tool must also be considered to keep the tool sharp for a longer time. At this time, it is recommended to use PCD tools. Special composite tools (compound milling cutters, composite drills, etc.) can also be used during the processing. The burrs generated by the previous tool can be removed by the next tool. While improving the processing quality, the generation of burrs can be controlled.
5.Adjust cutting parameters
For example: increase the tool rake angle, reduce the cutting thickness, adjust the cutting speed, etc., which can be adjusted according to actual conditions.
6.Tool path optimization
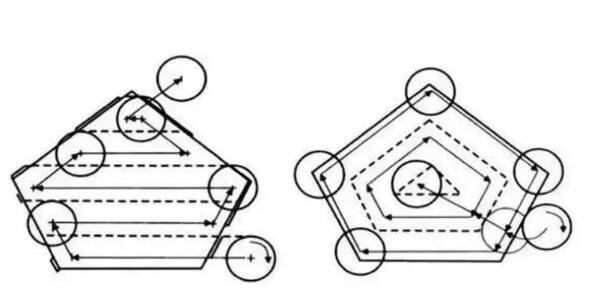
Tool exit is the main factor in the formation of burrs in the cutting direction. Generally, the burrs generated when the milling cutter is rotated out of the workpiece are relatively large, and the burrs generated when it is rotated into the workpiece are relatively small. Therefore, the use of milling cutters should be avoided as much as possible during the processing. For example, the figure shows a traditional zigzag path.
The shaded part in the figure indicates the part that may generate larger burrs in the cutting direction. The right figure uses a modified tool path to avoid the generation of cutting burrs. Although the right path is slightly longer than the left path and takes slightly more time to mill, because there is no additional deburring process, the right path is better in controlling burrs.
7.Selection of cutting fluid
Using cutting fluid with good anti-adhesion properties can reduce tool wear, extend its service life, lubricate the milling process, and reduce the size of burrs.
8.Other methods
1) Multi-component overlapping processing
Make the cutting edge of one part close to the cutting edge of another part. This not only shortens the cutting stroke and improves production efficiency, but also enhances the rigidity of the part during processing, reduces cutting deformation, and effectively prevents and reduces the generation of burrs.
2) Accessory processing
Use various accessories to assist in supporting and filling the edges of the part processing. For example, when processing small holes in thin-walled pipes, insert the mandrel into the part and remove it after drilling. This can avoid deformation of the part and reduce the generation of burrs in the hole.