Brief Description of Milling Processing Characteristics
The machining center is a comprehensive equipment that integrates the functions of milling machine, boring machine, drilling machine, etc. Edge machining is a processing technology used to remove excess material from the outer edge of steel. Processing drill bits are also indispensable. The above is the reason for achieving high production efficiency.
Milling processing generally does not require the use of special process equipment such as special fixtures. It only requires clamping the tool and adjusting the tool data, which greatly shortens the production cycle.
In addition, the spindle speed and feed speed of the machining center are stepless, which is conducive to selecting the best cutting amount, and can complete face milling, shoulder milling, profile milling, cavity milling, slot milling, turning milling, thread milling, plug milling, ramp milling and arc interpolation milling.
The following is a brief introduction to the process characteristics of the machining center:
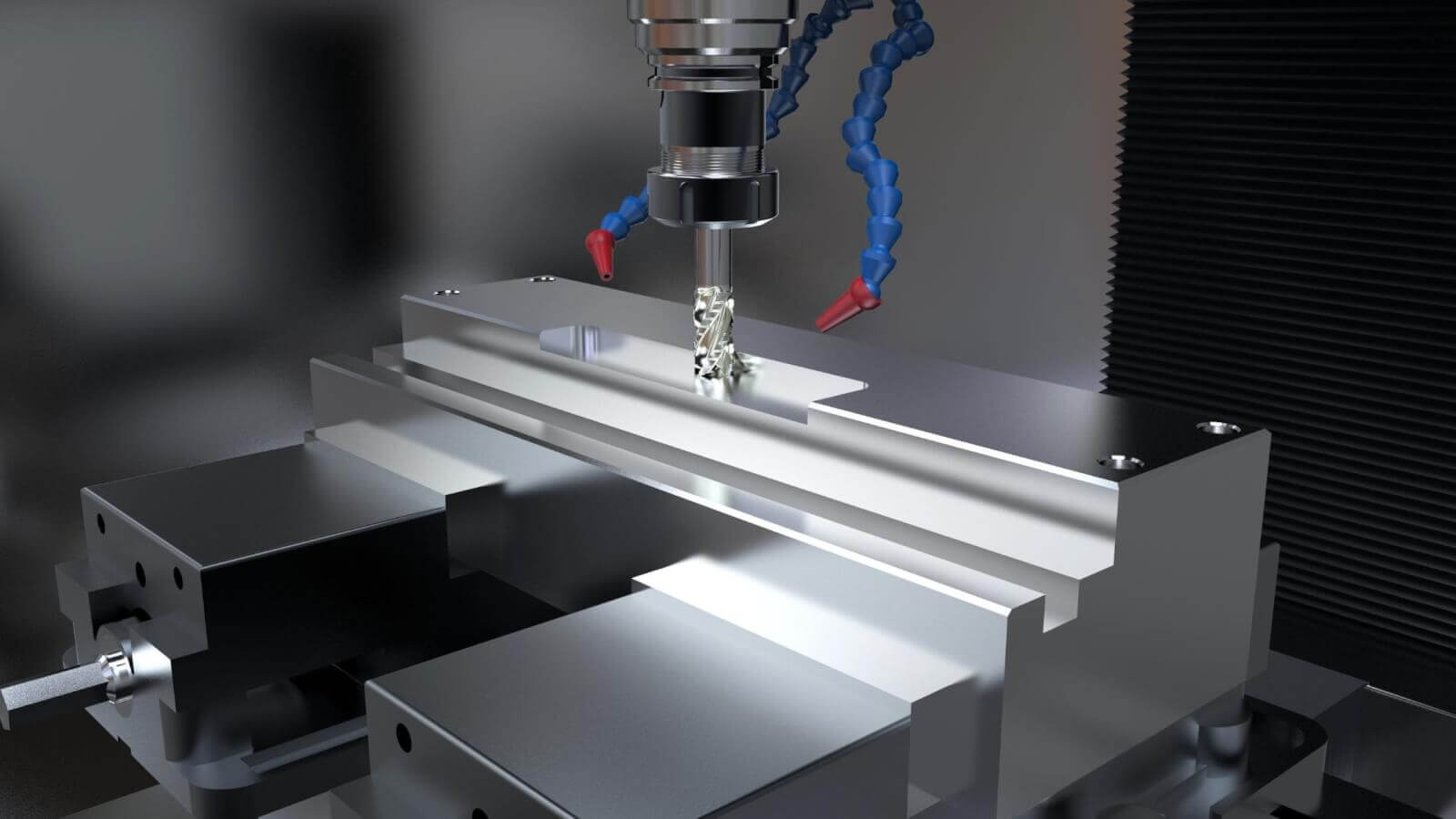
1.How to choose the direction of milling Processing in the machining center
During the milling operation, the workpiece can be fed in the direction of tool rotation or relative to the direction of tool rotation, which affects the start and end characteristics of the cut. Regardless of the machine tool, fixture and workpiece requirements, down milling is the preferred method.
However, if the tool is pushed into the workpiece, the feed will increase irregularly, resulting in excessive cutting thickness and causing chipping. In such applications, reverse milling should be selected. In addition, when the machining allowance varies greatly, it is more advantageous to choose up milling.

2.Tool diameter and position during milling Processing
The choice of tool diameter is usually based on the width of the workpiece and the available power of the machine. Especially in face milling, the milling width of the workpiece will directly determine the diameter of the tool.
The tool diameter should generally be larger than the workpiece width, as this helps ensure good chip formation and proper cutting edge loading.
Ideally, the tool should always be positioned slightly off-center, because the kerf formed by each insert is small, and the entry and exit of the inserts facilitate chip formation and prevent shock loads.
However, if the tool is perfectly centered, even equal radial forces will change direction as the cutting edge enters or exits the kerf, the machine tool spindle will vibrate, and the insert may break, resulting in a poor surface finish.
The position of the tool relative to the workpiece, the number of passes, and the contact with the cutter teeth are all extremely important factors in the successful completion of the operation.
3.Cutting tool entry and exit conditions
Every time a milling cutter insert enters a cut, the cutting edge may be subject to shock loads. This depends on the chip cross-section, the workpiece material, and the chip type. The proper initial and final contact type between the cutting edge and the workpiece material is very important for the milling processing. In addition, accurate positioning of the tool is also important for the entry and exit of the cutting edge.
1) The width of the workpiece is greater than or equal to the diameter of the milling cutter
In this case, the center line of the tool is completely outside the width of the workpiece, and the outermost end of the blade is strongly impacted when cutting in. This means that the most sensitive part of the tool is susceptible to the initial impact load. The blade also leaves the cut only with the tip of the tool, which means that the cutting force is fully applied to the outermost end of the blade and remains until the blade suddenly leaves the workpiece. This is the impact unloading force.
2) The diameter of the milling cutter is slightly larger than the width of the workpiece
In this case, the center line of the tool is aligned with the edge of the workpiece. When the chip thickness reaches the maximum, the blade leaves the cut, and the impact load is very high when the blade cuts in and out.

4.Choosing of cutting oil
Most of the milling processes in machining centers have the characteristics of ultra-precision, small batches, and complex processes. Therefore, when choosing cutting oil, special machining center cutting oil should be selected.
The special cutting oil for machining centers has excellent extreme pressure and wear resistance, which can effectively improve the machining accuracy. And it has good versatility and is suitable for various complex processes in machining centers.
Compared with non-special rapeseed oil, machine oil, and recycled oil, it can greatly extend the service life of tools and equipment, avoid problems such as rust and yellowing of machines, and reduce the overall production cost of enterprises.
The above are the issues that need to be paid attention to during the milling process of the machining center. Reasonable arrangement of process steps is conducive to improving production efficiency.