
A comprehensive guide to aluminum machining
Aluminum is a basic element in everything. At the same time, it is also one of the most commonly processed metals and can be processed quickly and efficiently. Since aluminum is cut by everyone, its processing does require a professional approach, especially for production processing. In this article, I will introduce everything you need to know to get started so that you can find good jobs and handle them like a professional.
1.Aluminum Processing Technology
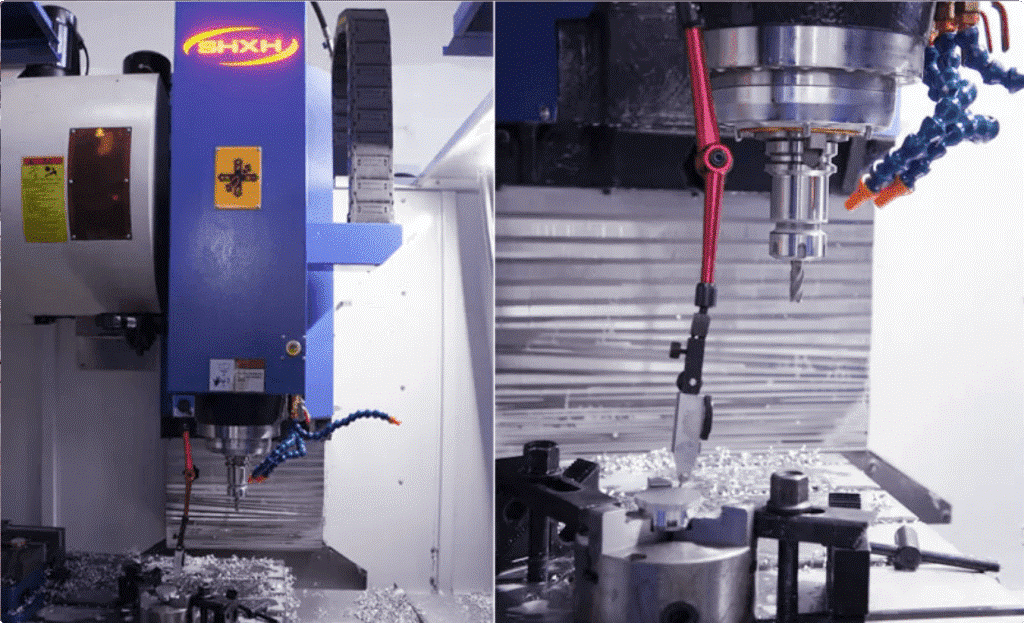
CNC machining is the activity of manufacturing finished products according to the required size and shape through CNC machines. All these activities are carried out in an organized process. In the aluminum processing process, traditional CNC machines proceed in the following steps:
Step1: Study detailed processing technology
- Look at detailed drawings: First, you need to look at parameters such as shape, accuracy, glossiness, material, etc.
- Select the workpiece, choose the machine and installation method.
- Choose a reasonable process flow.
- Select the tool type and define the processing of each step.
Step2: Design the cutting trajectory of the material
- Detailed, precise and logical tool trajectory ensures correct cutting.
- Calculate the coordinates of the transition points on the tool trajectory
- The motion trajectory of the milling cutter is the motion trajectory of the center point and end face of the milling cutter. In the case of complex contours, programmers can use the edge of the part to formulate the trajectory of the tool. However, it is necessary to calibrate the milling cutter radius to the correct position.
- When the program is active, it will guide the tool to the transition point on the cutting edge of the workpiece. In order to determine the position of the tool gauge, the operator can use the tool gauge after installation.

Step3: CNC control programming during CNC machining
This is the most important step in using aluminum CNC machining technology. The two most common programming methods are:
① Manual programming method
- As a computer-independent programming method, programmers can write NC programs by themselves based on the identification of tool path coordinates.
- Manual programming ability is the most basic requirement for CNC programmers. Because of this programming skill, only programmers can understand and read the program, and can make timely modifications when errors occur during the operation of CNC machines.
- Most NC programming software is a product of its manufacturer. The programming capabilities of these software are very limited, and it can only program simple cutting.
② Automatic programming method
- This is a computer-aided programming method.
- This programming method uses geometric processing language or CAD/CAM software.
- CAD/CAM software is now widely used and is very effective in this automatic programming method.
Step4: Next check the control program of the CNC
After editing, the program needs to be checked and recalibrated to ensure accuracy. This is also an important step before continuing the aluminum CNC processing process. There are two simple inspection methods:
① Manual inspection
Visually scan the program and draw the workpiece by hand.
② Check by computer
The edited program will be input into the computer software. According to the trajectory of the tool movement and the shape of the part, modify the program or tool for the best fit.
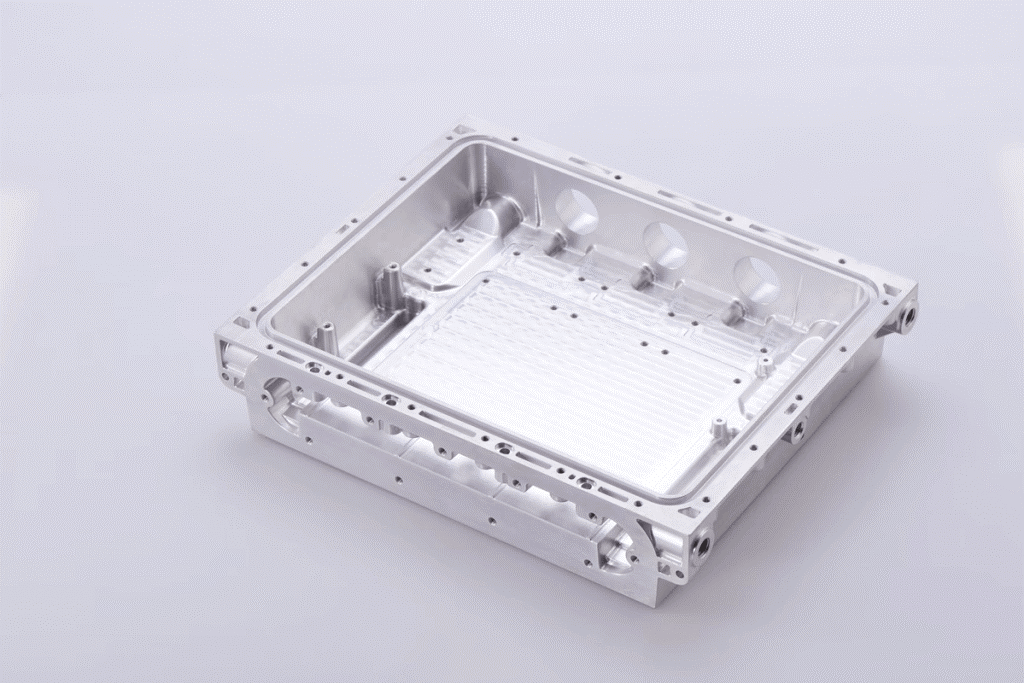
2.Why is aluminum processing difficult?
The first thing is to contact a professional wholesale CNC aluminum parts factory. Second, figure out what you are facing. If you are making farmer brackets, it doesn’t matter how efficient you are in removing material. But if you produce 10,000 brackets a week and sell them to other businesses, you need to get the job done right.
The main problem with efficient aluminum processing is to achieve the maximum material removal rate without damaging the tool. When overheated, aluminum melts and sticks to the tool. So even if it cuts like butter, it won’t last long, and if the aluminum sticks to the tool, you’ll end up friction welding instead of machining. In addition to keeping friction to a minimum, the machining sound can be horrible when you hit the machine. This is especially problematic when you’re trying to machine a clean cut. But compared to other structural materials, aluminum alloys and their alloys are relatively easy to machine.
1) Machinability
Machining generally includes all cutting operations: turning, milling, planing, drilling, sawing, etc. Since there are so many different kinds of aluminum alloys, they can have different cutting characteristics. The term “machinability” includes all properties related to the machining process:
- Cutting tool wear;
- Required cutting force;
- Chip shape;
- Surface quality after machining.
Machinability is not a material property that can be defined by a single characteristic parameter, it is a complex technical term. Machinability depends on the physical and chemical properties of the aluminum or aluminum alloy and the manufacturing process used to make the aluminum semi-finished product or product.
3.Processing parameters of wholesale CNC aluminum parts factories
The kinematic interaction between tool and workpiece is the decisive criterion for the machining process. Strictly speaking, the term “machinability” must be defined separately for each individual machining process such as turning, drilling, etc. Usually, the term “machinability” refers to the turning process due to the clear interaction between tool and part. Each technology used in machining depends on several independent parameters:
- Cutting parameters and tool geometry;
- Equipment used;
- Cutting tool material.
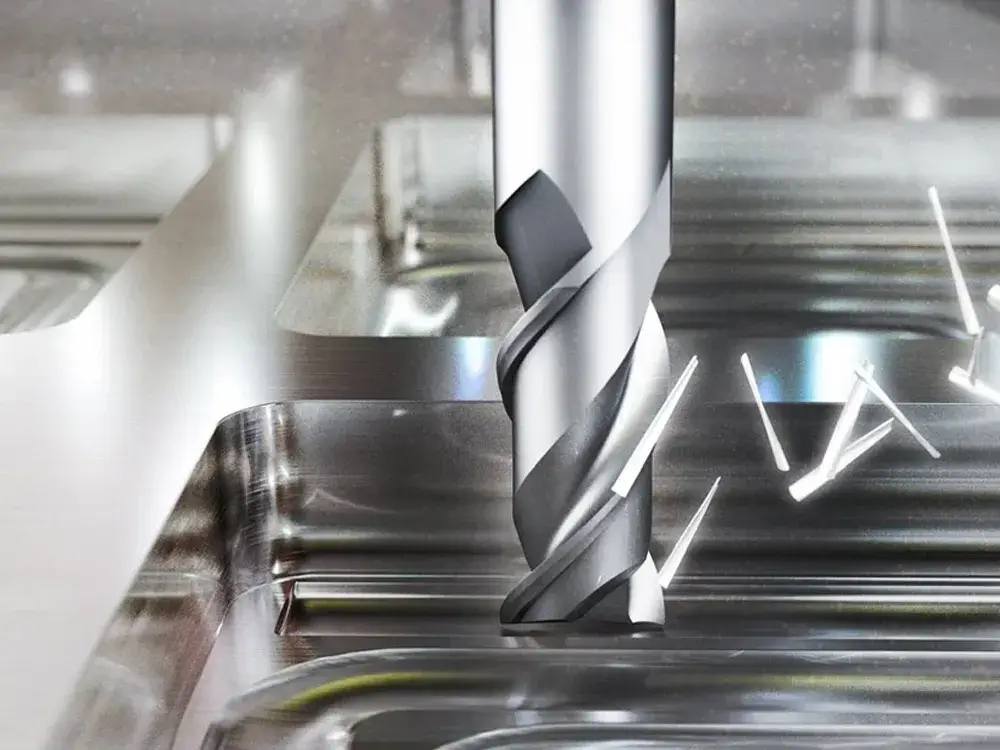
4.Aluminum machining shavings
The chip shape is an important criterion for aluminum machining. Usually, short cylindrical strands, spiral strands or simple spiral strands are sought. There are many different types of aluminum chips, because it can vary according to different situations. Wholesale CNC aluminum parts factories use a variety of aluminum alloys, and they can produce almost all known chip shapes. The following pattern is usually observed: the harder and stronger the aluminum alloy, the shorter the chips. From this, the following general rules are derived:
- Pure aluminum and soft forged aluminum produce very long chips, which require special corrective measures, such as special chip breaking devices.
- High-strength aluminum alloys do not have chip shape problems;
- Hypoeutectic cast aluminum alloys produce short, annular and spiral chips that are easy to remove.
- Eutectic cast aluminum alloys tend to form long chips;
- Hypereutectic cast aluminum alloys always form short, fragmented chips that are usually difficult to remove.
5.Machinability of aluminum alloys
Enhanced machinability Aluminum alloys contain low-melting soft metals that promote the formation of short chips. These are usually alloys with lead or bismuth added. Among them, one of the process parameters that affects chip shape is the tooth shape of the cutting tool. Therefore, when the rake angle is small, shorter chips are formed in alloys that usually have long chip characteristics, which is caused by chip compression.
6.Surface quality in machining
In general, the surface quality formed during the machining of aluminum and aluminum alloys depends on three independent parameters:
1) Motion roughness
Theoretical roughness depth (from bottom to top) calculated based on the relative motion of the cutting tool and the workpiece.
2) Roughness of the machined surface
The characteristic behavior of the material during mechanical separation is related to the characteristics of its microstructure.
3) External influences
Parameters such as system stability and cutting edge condition; these parameters are particularly important when machining aluminum at high cutting speeds. In general, the influence on the surface roughness of the machined part, that is, the quality of the machined surface, depends on the same factors as the chip shape. For cast aluminum alloys, their microstructure has a certain influence on their machined surface, because hard particles embedded in the soft matrix can be ejected to form a rough surface. However, in general, the surface quality of the machined surface of cast alloys can also be considered good and is usually very good.
7.Annealing methods for aluminum plates
Annealing of aluminum alloys is optional. But in some cases, it is impossible to achieve the required properties of the material without this heat treatment method. The reason for annealing can be the special state of the alloy, which can be manifested as a decrease in the plasticity of the material. Annealing is recommended when three types of conditions are observed:
- The inherent non-equilibrium state of the cast product is related to the difference in temperature range. The cooling rate of the cast product significantly exceeds the recommended cooling rate to achieve the effect of balanced crystallization.
- Plastic deformation. This state may be caused by process requirements for the characteristics and shape of the finished product.
- Inhomogeneous material structure caused by other heat treatment methods such as quenching and aging. In this case, one of the alloy components is released into the intermetallic phase, accompanied by supersaturation of the component.
The above problems can be eliminated by annealing. Different annealing methods can be selected according to the type of non-equilibrium state.
8.Three annealing modes:
1) Homogenization
Designed for processing ingots: During the high-temperature heat treatment of ingots, a uniform structure can be obtained. This makes it possible to simplify the rolling process and reduce production costs. In some cases, it can be used to improve the quality of deformed products. The annealing temperature is kept within 500 degrees and then kept warm. This standard can be cooled in a variety of ways.
2) Recrystallization
It is used to restore deformed parts. This requires pretreatment with a press, the annealing temperature varies from 350 to 500 degrees, and the irradiation time does not exceed 2 hours. There is no special framework for the speed and method of cooling.
3) Heterogeneity
Additional annealing after other heat treatment methods. This method is necessary for the softening of aluminum alloys. This processing method can reduce strength while increasing the level of plasticity. Annealing is carried out at about 400 degrees Celsius, and the exposure time is usually 1-2 hours. This type of annealing greatly improves the properties of the metal and increases the degree of corrosion resistance.
9.Quenching of aluminum castings
Hardening is not suitable for all types of aluminum alloys. In order to successfully change the structure, the alloy must contain components such as copper, magnesium, zinc, silicon or lithium. It is these substances that are able to completely dissolve in the composition of aluminum and form a structure with properties different from aluminum. This type of heat treatment is carried out under intense heating, so that the constituent elements in the alloy dissolve, and then further intense cooling to the usual state.
10.Chemical treatment in aluminum processing
Chemical treatment appeared later than electrical treatment, but is currently widely replacing electrical treatment. The main advantage of these processes is that the cost is much lower, not only the cost of electricity, but also the cost of storage tanks and fixtures. Since no electric current and movable anode rods are required in this case, it is possible to work in a basket and with simple fixtures. Basically, the principle of chemical treatment is similar to that of electroplating. The driving force of chemical treatment is the difference in electrochemical potential between the anodic and cathodic areas of the surface. Without a short prior chemical or electrical treatment, the specular reflectance of smooth rolled aluminum decreases significantly during anodizing.
A similar decrease in the specular reflectance is also observed during the initial phase of chemical treatment, but then the specular reflectance increases and can reach 90% (the maximum possible coefficient for aluminum) under all chemical treatment conditions. The same process is observed during electroplating. When anodizing, the specular reflectance of aluminum treated electrically or chemically remains high, although its value decreases slightly with increasing time in the anodizing bath, which is due to slow dissolution and slight roughness of the outer surface of the anode. Therefore, industrial anodizing polishing processes usually carry out chemical treatment before anodizing.
11.Cutting forces in aluminum machining
In order to evaluate the influence of the material on the cutting conditions, the so-called specific cutting force is used. This specific cutting force is related to the cutting force, material and chip size. In general, the following provisions apply:
- The specific cutting force of different aluminum alloys varies, but it is relatively small.
- It is usually assumed that the specific cutting force of aluminum and aluminum alloys is 30% of that of steel.
- The specific cutting force of aluminum alloys cannot be derived from their chemical composition or physical properties.
- The specific cutting force must be determined experimentally for each case.
The required cutting force depends not only on the size of the chip, but also on the design of the cutting fluid and the cutting tool:
- Lubricating cooling emulsions have two opposite effects. On the one hand, cooling reduces the temperature in the cutting area, thereby increasing the required cutting force. On the other hand, lubrication promotes chip movement and reduces the required cutting force.
- The geometry of the cutting tool affects the cutting force through the rake angle γ. The larger this angle, the smaller the chip compression and the lower the cutting force.
- The degree of wear of the cutting edge has a relatively large influence. Therefore, the size of the cutting force will increase during long-term processing.

12.Anodized aluminum
Anodizing is a process, also known as folk oxidation, that forms an oxide coating on the surface of the aluminum billet. In this case, the aluminum is oxidized, but the oxide film protects it from the oxidation process.
1) This treatment has many undeniable advantages:
- Increase the protective and decorative properties of the metal;
- Make the surface dark and uniform;
- Eliminate mechanical damage such as notches, scratches, cracks;
- Increase the thickness of the protective layer.
2) There are many varieties of anodizing aluminum billets
① Hot anodizing
It is a very simple technology, carried out at room temperature, which allows you to obtain a beautiful color coating. In this case, only organic dyes are used. With the help of skilled experts, the same part can get a variety of color solutions. Among them, the disadvantage that should be pointed out is the inability to achieve a high degree of corrosion protection.
② Cold anodizing of aluminum billets
This type of anodizing is characterized by the strength and hardness of the anodic layer, excellent wear resistance and high quality. Each part used in this technology must be well cooled. The only disadvantage of this treatment method is that it is impossible to use organic dyes during cold anodizing.
③ Hard anodizing
Sufficiently strong and hard films can be obtained by hard anodizing. A feature of this technology is the use of one of several electrolytes: in addition to sulfuric acid, oxalic acid, acetic acid, tartaric acid or boric acid are used. During this process, the current density increases and, accordingly, the densified film also increases.
For the anodizing process, several aluminum baths of different diameters can be used, including plastic or polypropylene. The main condition is that the thermal insulation properties of the bath are met.
13.Processing aluminum: what problems can be encountered?
Soft and ductile aluminum is very suitable for machining, but sometimes you can encounter negative effects. For example, some alloys have high viscosity. In this case, when milling or drilling, long chips are formed, which can entangle the machining tool and cause breakage. To minimize the risk of this trouble, aluminum alloy machining tools with large chip grooves should be selected. Although this will limit the maximum number of teeth on the tool, it will facilitate the movement of the chips, thus partially solving the problem.